Пирометр для регистрации температуры сварочного процесса в реальном времени
Магазин Gtest® - авторизованный поставщик пирометров в Украине:
https://gtest.com.ua/izmeritelnye-pribory/pirometry
1. Введение
Сварочный процесс выполняется в соответствии с технологическими процедурами (ТСП), в которых строго определены сварочное оборудование и параметры.
Качество сварного соединения определяется соблюдением сварочным оператором параметров сварки. Отклонения от заданных параметров сварочной процедуры – сварочного тока, напряжения, скорости, начального нагрева свариваемых элементов – приводят к снижению качества.
Отклонения от заданных параметров сварочной процедуры могут возникать по разным причинам – в оборудовании, материалах и операторе процесса. Некоторые из этих причин, снижающих качество сварного соединения, могут возникать в процессе сварки, а некоторые могут периодически появляться и исчезать.
Для снижения влияния таких явлений на процесс сварки и качество сварных соединений необходимо внедрить контроль качества в режиме реального времени. Такой контроль осуществляется путем регистрации параметров сварки, таких как сварочный ток, напряжение, скорость, или косвенных показателей, таких как измерение температуры в одной или нескольких конкретных точках. Физическое воздействие сварочного тока и напряжения с заданной скоростью обеспечивает равномерный нагрев свариваемых элементов при прочих равных условиях и сварочной среде. По этим причинам применяется контроль температуры. Контроль температуры может быть контактным – в основном с помощью термопар, расположенных рядом со сварным швом, или бесконтактным – с помощью пирометров, фиксирующих температуру рядом со сварным швом.
Пирометр – это прибор для бесконтактного измерения температуры объекта по инфракрасному излучению, испускаемому объектом. [1]. Основные элементы пирометра показаны на рис. 1. Инфракрасное излучение, испускаемое нагретыми телами, фокусируется и поступает из оптики прибора на термочувствительный элемент, который преобразует инфракрасное излучение в напряжение, которое затем передается для обработки в микропроцессорный блок, а информация отображается на экране в удобном для оператора виде. Важнейшей характеристикой оптики является угол обзора. Он определяет размер наблюдаемого пятна объекта [2,3,4].
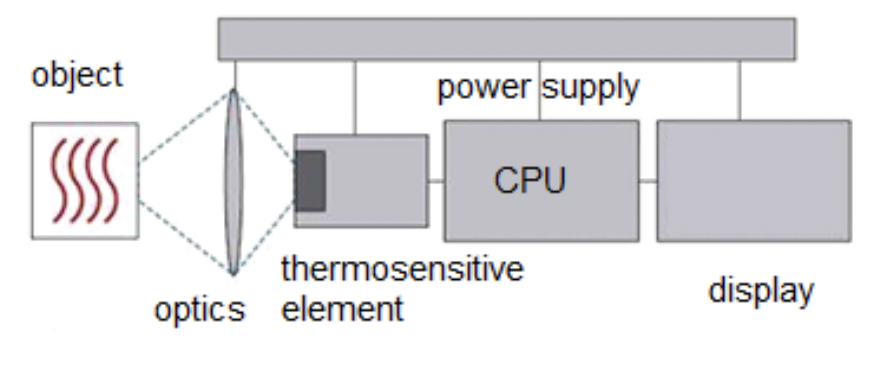
Рис. 1. Блок-схема пирометра [1].
2. Пирометрическое измерение
Пирометры имеют преимущество перед контактными термометрами в установке измерительного элемента на измеряемой поверхности объекта. Термопары должны иметь хороший контакт с объектом, а пирометр улавливает инфракрасное излучение, испускаемое объектом. Недостатком пирометров является необходимость калибровки. Излучаемое инфракрасное излучение зависит от коэффициента излучения объекта. Оно варьируется в зависимости от материала объекта, состояния поверхности и незначительно изменяется при изменении температуры. Коэффициент излучения большинства материалов известен, и существуют базы данных, в том числе на сайтах производителей пирометров, определяющие коэффициент излучения необходимого материала. Состояние поверхности сварных элементов одинаково для каждого процесса или партии, и пирометры имеют внутреннюю коррекцию коэффициента излучения при изменении температуры. Это помогает сократить процесс калибровки при бесконтактных измерениях температуры. Для неизвестных материалов и состояний поверхности существуют различные методы калибровки пирометров. Основной метод заключается в сравнении контактного и бесконтактного измерения. Объект нагревается до постоянной температуры и измеряется калиброванным контактным термометром. Пирометр фокусируется на объекте, и его коэффициент излучения изменяется, пока температуры контактного и бесконтактного термометра одинаковы. В этом случае коэффициент излучения этого материала считается известным.
Установка для бесконтактного измерения температуры состоит из сварочной горелки, установленной на механическом захвате. Механический захват фиксирует горелку в одном положении и устраняет колебания, возникающие при движениях сварщика. Механический захват установлен на сварочном тракторе, который перемещается вдоль и над свариваемыми элементами с постоянной скоростью. Свариваемые элементы размещаются на сварочном столе. Рядом со сварочным столом размещаются источник питания, питающий горелку, и газовый баллон, защищающий соединение. Измерительное оборудование состоит из модуля захвата Lincoln Arc Tracker. Arc Tracker фиксирует сварочный ток и напряжение. Он подключен к WiFi-роутеру, который передает данные на ноутбук. На двух штативах установлены пирометры IL 92 и Trotec TP10, которые бесконтактно измеряют температуру в двух точках рядом со сварным швом. Пирометры подключаются к ноутбуку через USB-кабель. Пирометры располагаются на расстоянии 1,5 м (Trotec TP10) и 1,2 м (IL 92) от точки измерения. Разработана программа на Matlab для регистрации температуры с пирометров.
Для проведения эксперимента были выбраны два пирометра: Trotec TP10 и IL 92. Оба имеют широкий диапазон измерения температур, включая жидкие металлы. Превосходное соотношение расстояния к размеру измеряемой поверхности, равное 75:1 (Trotec TP10) и 50:1 (IL 92), позволяет проводить измерения на больших расстояниях даже для небольших объектов, а также в экстремальных условиях, например, в печи. Характеристики прибора: Trotec TP10 – диапазон измерения: от -50 до 1850°С; точность прибора ± 2%; время реакции – 150 мс; спектральный диапазон – 8–14 мкм[5]; IL 92 – диапазон измерения: от -50 до 2200°С; точность прибора ± 2%; время реакции – 150 мс; спектральный диапазон – 8–14 мкм[6]. Пирометры запускаются в режиме непрерывного измерения и подключаются к компьютеру через USB-порт. Их выходные сигналы считываются программой, разработанной на Matlab. Один отчёт пирометра представляет собой пакет из 17 байт: два начальных FF, следующие два байта представляют текущую измеренную температуру с точностью 0,1°C, последний – завершающий байт – AA. Время измерения задаётся заранее путём установки входного буфера (байт), кратного 17. После завершения процесса результаты автоматически переводятся в температуру (градусы Цельсия), строится график, данные сохраняются в файле .xls, а график – в .jpeg.
Функциональность настройки проверена экспериментально при следующих параметрах:
- сварочный ток – 210 А
- сварочное напряжение – 25 В;
- η сварочного источника – 0,8;
- мощность сварки – 4200 Дж/с;
- скорость сварки – 50 см/мин;
- сварка стальных пластин размером 50x5x200 мм.
Бесконтактное измерение температуры производится одновременно в двух точках, расположенных подряд на расстоянии 1 мм друг от друга, начиная с 3 мм (Trotec TP10) и 4 мм (IL 92) от траектории сварочной горелки. Полученные температурные кривые в реальном времени представлены на рис. 2 для пирометра Trotec TP10 и на рис. 3 для пирометра IL 92.
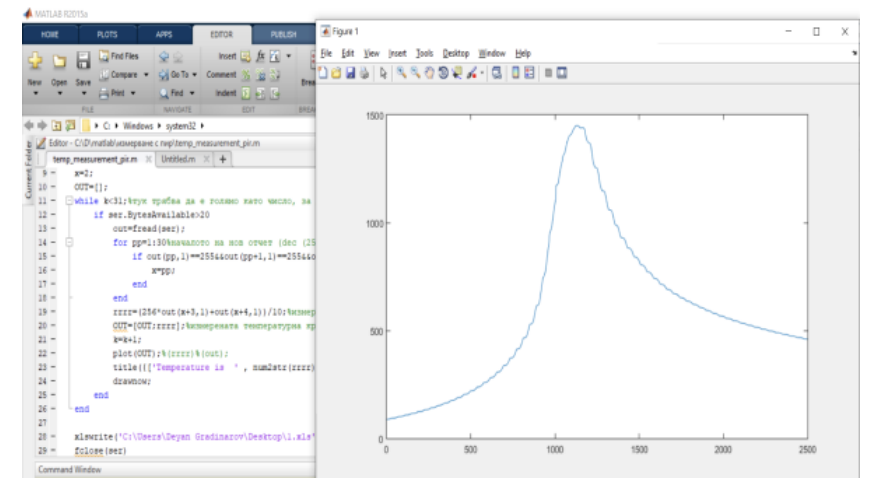
Рис. 2 Кривая измерения температуры пирометром Trotec TP10 на расстоянии 3 мм от траектории сварочной горелки.
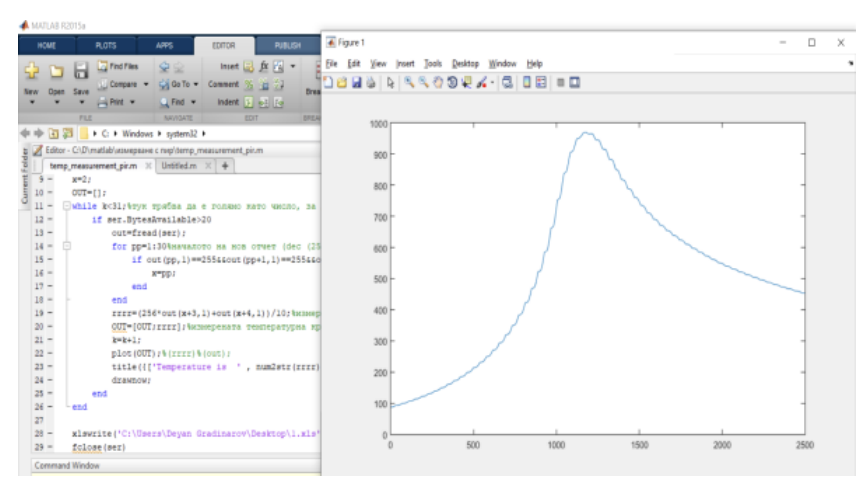
Рис. 3. Измерение температурной кривой пирометром IL 92 на расстоянии 4 мм от траектории сварочной горелки.
3. Выводы
Показана настройка для измерения температуры сварочного процесса в режиме реального времени в интересующей точке с помощью пирометра. Разработана программа для измерения температуры сварочного процесса в режиме реального времени различными пирометрами.










Магазин Gtest® предлагает широкую номенклатуру пирометров. Ссылка на соответствующую страничку сайта Магазина приводится в самом конце настоящего Раздела. Кроме того, приводится перечень реком.. →
Магазин Gtest® предлагает широкую номенклатуру пирометров. Ссылка на соответствующую страничку сайта Магазина приводится в самом конце настоящего Раздела. Кроме того, приводится перечень реком.. →
Магазин Gtest® предлагает широкую номенклатуру пирометров. Ссылка на соответствующую страничку сайта Магазина приводится в самом конце настоящего Раздела. Кроме того, приводится перечень реко.. →

Магазин Gtest® предлагает широкую номенклатуру пирометров. Ссылка на соответствующую страничку сайта Магазина приводится в самом конце настоящего Раздела. Кроме того, приводится перечень реком.. →
Магазин Gtest® предлагает широкую номенклатуру пирометров. Ссылка на соответствующую страничку сайта Магазина приводится в самом конце настоящего Раздела. Кроме того, приводится перечень реком.. →
Холодность или жара любого вещества или объекта — это физическое качество, называемое «температурой». В зависимости от требований его можно измерить в разных шкалах и единицах. Используя различные уст.. →
Ссылка на страничку сайта Магазина Gtest(R) с номенклатурой пирометров (ИК термометров), а также рекомендуемые приборы и статьи для дальнейшего самообразования - в самом конце этого РазделаПироме.. →
Ссылка на страничку сайта Магазина Gtest(R) с номенклатурой пирометров (ИК термометров), а также рекомендуемые приборы и статьи для дальнейшего самообразования - в самом конце этого РазделаПироме.. →

Инфракрасный пирометр открывает перед вами безграничные возможности. Но крайне важно убедиться, что диапазон температур соответствует вашим конкретным требованиям. Хотите узнать больше? Ознакомьте.. →
Магазин Gtest® - авторизованный поставщик пирометров в Украине. Каталог пирометров и рекомендуемых измерительных приборов доступен по ссылке в конце статьи. Пирометр для шин: как измерение темп.. →

Магазин Gtest® предлагает широкий ассортимент пирометров. Ссылка на каталог, а также рекомендуемые приборы и статьи для дальнейшего самообразования размещены в конце данного раздела. Как исполь.. →

Магазин Gtest® - авторизованный поставщик пирометров в Украине: https://gtest.com.ua/izmeritelnye-pribory/pirometryДобро пожаловать в наше подробное руководство по калибровке пирометров. В этой с.. →